Metal fabrication depends on precision. Whether producing aircraft components, automotive frames, or industrial enclosures, manufacturers must bend sheet metal with high accuracy and repeatability. One of the most important machines used to achieve this is the press brake.
If you work in fabrication or manufacturing, you’ve probably encountered this machine. But many people entering the industry still ask the same question:
What is a press brake and how does it actually work?
In this comprehensive guide, we’ll explain what a press brake is, how it functions, the different types available, and the industrial applications where it plays a critical role. We will also explore how tooling affects bending accuracy and why choosing the right press brake tooling is essential for professional results.
What Is a Press Brake?
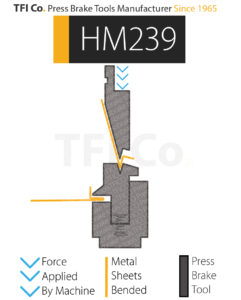
A press brake is a machine tool used in metal fabrication to bend sheet metal into specific shapes by applying controlled force through a punch and die set.
The machine presses a punch into the sheet metal, forcing it into a die cavity. This controlled pressure creates a permanent bend in the material. The process allows manufacturers to create precise angles, complex profiles, and structural components.
Press brakes are commonly used for bending materials such as:
- Stainless steel
- Aluminum
- Carbon steel
- Copper
- Brass
These machines are essential for industries that require high-precision metal components.
Typical products made using press brakes include:
- Electrical enclosures
- Automotive body panels
- Structural brackets
- Metal cabinets
- Aerospace components
- HVAC duct systems
Because of their versatility, press brakes are considered one of the most fundamental machines in modern sheet-metal manufacturing.
How Does a Press Brake Work?
Understanding how a press brake works requires looking at the three core components involved in the bending process.
| Component | Description | Function |
|---|---|---|
| Punch | Upper tool mounted to the ram | Applies downward force to bend the material |
| Die | Lower tool mounted on the bed | Determines the shape and angle of the bend |
| Ram | Moving upper beam | Drives the punch downward with controlled pressure |
When the press brake is activated, the ram pushes the punch downward toward the die. The sheet metal placed between these tools bends according to the shape and depth of the die.
There are three primary bending methods used with press brakes:
Air Bending
Air bending is the most commonly used method. The punch presses the metal into the die without fully bottoming out. The bend angle is controlled by the depth of penetration.
Advantages include:
- Lower force requirements
- Flexible angle adjustments
- Reduced tool wear
Bottoming
In bottoming, the punch presses the material fully into the die cavity. This produces very accurate bends but requires more force.
Coining
Coining applies extremely high pressure to imprint the exact shape of the die into the material. It produces the most accurate bends but significantly increases tooling stress.
Most modern fabrication operations rely primarily on air bending, as it offers the best balance between flexibility and efficiency.

Main Types of Press Brake Machines
Not all press brakes are the same. Different machine types are used depending on production requirements, precision levels, and automation needs.
The four main types of press brakes are described below.
| Press Brake Type | Drive Mechanism | Typical Applications |
|---|---|---|
| Mechanical Press Brake | Flywheel powered | High-speed repetitive bending |
| Hydraulic Press Brake | Hydraulic cylinders | Heavy industrial bending |
| CNC Press Brake | Computer controlled | Precision manufacturing |
| Electric Press Brake | Servo motor driven | Energy-efficient precision bending |
Mechanical Press Brakes
Mechanical press brakes use a flywheel to generate energy that drives the ram. They are fast but offer limited control compared to modern machines.
Today they are less common because they lack the flexibility of hydraulic and CNC systems.
Hydraulic Press Brakes
Hydraulic press brakes use hydraulic cylinders to control the ram movement. These machines are widely used in industrial environments because they provide:
- High tonnage capacity
- Smooth operation
- Adjustable stroke control
Hydraulic press brakes dominate heavy fabrication sectors.
CNC Press Brakes
CNC press brakes represent the modern standard for high-precision bending. These machines use computer controls to automate the bending process.
Operators can program:
- bend angles
- back gauge positions
- ram movement
- bending sequences
CNC machines dramatically increase productivity and accuracy.
Electric Press Brakes
Electric press brakes are powered by servo motors rather than hydraulic systems. They offer excellent precision and energy efficiency.
They are often used in industries that require extremely consistent bending results.
Common Industrial Applications of Press Brakes
Press brakes are essential across a wide range of manufacturing industries. Their ability to produce accurate bends makes them a cornerstone of metal fabrication.
Below are several industries where press brakes are heavily used.
Automotive Manufacturing
Automotive manufacturers use press brakes to produce structural components such as brackets, chassis elements, and mounting plates.
Precision bending is critical because even small dimensional errors can affect assembly alignment.
Aerospace Engineering
Aircraft components require extremely tight tolerances. Press brakes are used to bend lightweight alloys such as aluminum and titanium.
These materials must be formed carefully to maintain structural integrity.
Construction and Architecture
Press brakes are widely used to produce metal structures used in building construction.
Common applications include:
- structural frames
- support brackets
- architectural panels
- façade components
Electrical Equipment Manufacturing
Electrical cabinets and enclosures often require precise sheet-metal bending. Press brakes allow manufacturers to produce consistent panel shapes for equipment housings.
Press Brake vs Other Metal Bending Equipment
Although press brakes are extremely common, they are not the only machines used for bending metal.
Several other machines are used depending on the type of bending required.
| Machine | Typical Use | Key Difference |
|---|---|---|
| Press Brake | Precision sheet metal bending | Highly versatile |
| Roll Bending Machine | Cylindrical shapes | Used for pipes and tubes |
| Folding Machine | Thin sheet bending | Limited to simple bends |
| Stamping Press | Mass production | Uses dies for forming |
Press brakes are preferred when manufacturers require flexibility and precision for multiple bending operations.

How Press Brake Tooling Affects Bending Accuracy
One of the most important factors affecting press brake performance is tooling.
Press brake tooling includes the punches and dies used to shape the metal. Poor tooling selection can lead to:
inaccurate bends
surface damage
inconsistent angles
excessive machine stress
Professional tooling is designed to ensure optimal bending performance.
Several factors influence tooling selection.
Material Thickness
Different materials require different die openings and punch radii. Thicker materials need larger die openings to prevent cracking.
Bend Radius
The punch tip radius must match the required bend radius to prevent deformation.
Material Type
Aluminum, stainless steel, and mild steel behave differently under bending pressure. Tooling must be selected accordingly.
Production Volume
High-volume manufacturing requires durable tooling capable of withstanding repeated stress.
Companies such as https://pressbrake.tools/ specialize in providing high-precision tooling designed for industrial press brake applications.
Using professional tooling solutions helps ensure consistent bending results and longer machine lifespan.
The Role of Back Gauges in Press Brake Accuracy
Modern press brakes often include a back gauge system, which helps position the sheet metal accurately before bending.
Back gauges allow operators to control the distance between the edge of the sheet and the bend line.
This automation provides several advantages:
- consistent bend placement
- faster production cycles
- reduced human error
CNC press brakes typically use programmable back gauges that automatically adjust for different bend sequences.
Key Advantages of Using a Press Brake
Press brakes offer several advantages compared to other bending technologies.
First, they provide exceptional precision. Modern CNC press brakes can achieve very tight tolerances, which is essential in industries such as aerospace and electronics manufacturing.
Second, press brakes offer flexibility. A single machine can perform multiple bending operations simply by changing the tooling configuration.
Third, press brakes enable high productivity. Automated systems reduce setup time and allow operators to produce large batches of identical parts quickly.
Finally, press brakes support complex shapes. With the right punch and die configuration, manufacturers can create intricate metal profiles that would be difficult with other machines.
Why High-Quality Tooling Matters
Many manufacturers underestimate the importance of tooling quality. However, the performance of a press brake depends heavily on the quality of the punch and die system.
Inferior tooling may cause:
- premature wear
- inaccurate bending
- inconsistent results
Professional tooling suppliers provide hardened materials and precision manufacturing to ensure long-term durability.
At https://pressbrake.tools/, manufacturers can find specialized press brake tooling designed to improve bending accuracy and extend machine life.
Investing in the right tooling not only improves production quality but also reduces downtime and maintenance costs.
Frequently Asked Questions
1. What is a press brake used for?
A press brake is used to bend sheet metal into specific shapes and angles by applying force through a punch and die system. It is widely used in industries such as automotive manufacturing, aerospace engineering, construction, and metal fabrication to produce components like brackets, panels, frames, and enclosures with high precision.
2. How does a press brake machine work?
A press brake works by pressing a punch downward into a die while a sheet metal piece is positioned between them. The pressure applied by the machine forces the metal to bend according to the shape of the die. Modern CNC press brakes use computer-controlled systems to precisely control the bending angle, position, and sequence.
3. What are the main types of press brake machines?
The most common types of press brake machines include mechanical press brakes, hydraulic press brakes, CNC press brakes, and electric press brakes. Hydraulic and CNC press brakes are the most widely used today because they offer better precision, flexibility, and control in industrial manufacturing environments.
4. What materials can be bent using a press brake?
Press brakes can bend a wide range of materials including stainless steel, carbon steel, aluminum, brass, and copper. The material thickness and properties determine the required bending force, tooling type, and die opening used during the bending process.
5. Why is press brake tooling important for bending accuracy?
Press brake tooling plays a critical role in determining the accuracy and quality of the final bend. The correct selection of punches and dies ensures proper bend angles, prevents material damage, and improves repeatability in production. High-quality tooling solutions, such as those available at https://pressbrake.tools/, help manufacturers achieve consistent and reliable bending results.
Choosing the Right Press Brake and Tooling for Perfect Bends
A press brake is one of the most essential machines used in modern sheet-metal fabrication. It allows manufacturers to bend metal with precision, flexibility, and efficiency.
From automotive production to aerospace engineering, press brakes enable the creation of complex metal components used across countless industries.
Understanding how press brakes work, the different types available, and the importance of proper tooling can significantly improve fabrication results.
For manufacturers seeking reliable press brake tooling solutions, https://pressbrake.tools/ offers specialized products designed to enhance bending performance and accuracy.
Press brakes lose accuracy when the tooling wears unevenly. A press brake forms sheet metal by driving a punch into a die under high pressure to create exact bends. You depend on this machine for repeatable results in your fabrication work. Poor angle consistency leads to rejected parts and production delays that cut into profits. Our team builds the punches and dies that prevent these failures. We harden each tool to 58 HRC using a specific heat treatment process that gives it superior wear resistance and allows it to handle high tonnage applications without deformation over extended production periods. You select mechanical or hydraulic models based on your material thickness and volume needs. The process requires careful alignment of the ram and bed to avoid crowning effects that distort your finished pieces. Operators program the back gauge for precise flange lengths while the tonnage must match the bend requirements exactly.
You solve these issues with quality tooling from our team. This approach delivers the precision your customers expect in every batch.
Core Advantages
- Press brakes enable precise bending of sheet metal in fabrication shops worldwide.
- Operators control hydraulic press brakes for repeatable metal forming results.
- Fabricators utilize various press brake types across multiple industry sectors.
- Manufacturers supply precision press brake tooling to over 50 countries worldwide.
- Tooling selection ensures bending accuracy in all press brake operations.
Technical Specifications
| Material Grade | 42CrMo4 alloy steel per DIN 17200 |
|---|---|
| Hardness | 58 HRC per ISO 6508 |
| Dimensions | 835 mm length × 55 mm width × 105 mm height |
| Tolerance | ±0.05 mm on locating surfaces |
| Edge Geometry | 60 degree V-channel with 8 mm opening and 2 mm radius |
| Surface Finish | Ra 0.4 μm per TFI Co. production standard |
| Compatible Machines | Amada, Trumpf, Bystronic, LVD |
| Operating Conditions | Maximum 350 tons per meter at 20-80 °C |
| Heat Treatment | Induction hardened and tempered |
| Tool Style | European precision die segment |
| Weight | 18.4 kg per 835 mm section |
Where It Works
- Aerospace Manufacturing: Precision bending of 2mm aluminum sheets into aircraft components using CNC press brake tooling for tight tolerance requirements.
- Automotive Manufacturing: Forming vehicle chassis parts from 3mm steel plates with hydraulic press brake dies in high speed production environments.
- Electrical Enclosure Fabrication: Bending stainless steel panels up to 2.5mm thick for industrial control boxes using segmented press brake bending tools accurately.
- HVAC Duct Manufacturing: Shaping galvanized steel sheets into ventilation ducts with press brake machines at rates of 200 parts per hour.
- Construction Equipment Production: Creating heavy duty brackets from 10mm steel using high tonnage press brake tooling for excavator and crane assembly.
- Agricultural Machinery: Bending mild steel frames for tractors and combine harvesters on electric press brakes to ensure repeatable high quality forming results.
- Shipbuilding and Marine: Forming large scale steel plates for vessel hulls with specialized press brake processes handling materials over 15mm thick.
- Railway Component Fabrication: Producing metal profiles for train interiors and exteriors with precision press brake tools maintaining strict dimensional standards.
Product Options
- 42CrMo4 Tool Steel: High tensile alloy steel hardened to 52-58 HRC with excellent wear resistance, standard lengths 100mm to 1200mm, compatible with Amada, Trumpf, and Bystronic press brakes.
- Nitrided Surface Treatment: Gas or plasma nitriding for superior surface hardness up to 1000 HV, extends tool life in high-volume production on LVD and Cincinnati machines.
- TiN Coated Tooling: Titanium Nitride coating reduces friction and material adhesion, available in V-opening sizes 6mm to 100mm for stainless steel bending applications.
- European Style Dies: Precision ground dies compatible with Promecam, Beyeler, and Durma press brakes, manufactured to customer drawings by TFI Co. with matching punches and clamping bolts.
- Custom Press Brake Tooling: TFI Co. manufactures punches, dies, and special profiles to exact customer specification from submitted drawings for any press brake model worldwide.
- Amada & Trumpf Compatible Sets: Complete sets including dies, punches, adapters, and spacers engineered for Amada and Trumpf machines, available in standard and custom configurations.
Industry FAQs
What material and hardness levels are used for TFI Co. press brake dies?
TFI Co. press brake dies are made from high-grade 42CrMo4 steel that is hardened and tempered to 56 HRC. This hardness is achieved under specific heat treatment cycles designed for tools operating in sheet metal fabrication environments bending materials up to 6 mm thick. The production adheres to TFI Co. spec for consistent quality and performance.
Performance note: The daily operating hours and the variety of materials processed are the customer-controlled variables that most affect long-term hardness retention.
How long is the typical lifespan of press brake tooling?
Under baseline conditions using 1.5 mm cold-rolled steel with daily shifts of 6 hours, the typical lifespan of TFI Co. press brake tooling reaches 100,000 bends. This durability comes from precise heat treatment and quality control that minimizes fatigue and edge chipping during repeated use.
Performance note: Choosing the appropriate tonnage for each job and maintaining correct alignment are the primary customer-controlled variables that most affect the stated lifespan.
How many times can press brake dies be re-ground during maintenance?
Press brake dies from TFI Co. can be re-ground up to 8 times when following proper maintenance protocols, with each re-grind removing no more than 0.25 mm of material. This process is recommended after approximately 35,000 bends on standard materials to restore sharp edges and V-openings.
Performance note: The care taken during disassembly and the choice of grinding equipment are customer-controlled variables that most affect how many re-grinds are possible.
Can TFI Co. manufacture custom press brake tooling from drawings?
Yes, TFI Co. offers custom manufacturing of press brake tooling from technical drawings with delivery of prototypes in as little as 15 days. Our process supports special radii from 0.5 mm to 50 mm and lengths up to 8 meters while maintaining tolerances within 0.01 mm according to ISO 2768 standards.
Performance note: Providing complete and accurate drawings along with detailed bending parameters are the customer-controlled variables that most affect the success of custom orders.
Which press brake machines work with TFI Co. tooling?
TFI Co. tooling is compatible with Amada, Trumpf, Bystronic, and Ermaksan press brakes in both CNC and hydraulic models. The dies and punches are available in European style with 60 mm or 90 mm shank widths to fit these manufacturers’ standard tool holders without any adapters.
Performance note: Verifying your machine’s exact tool holding system and tonnage capacity are the customer-controlled variables that most affect successful integration and performance.
Does TFI Co. ship press brake tooling internationally?
Yes, TFI Co. ships press brake tooling internationally with direct export to clients in over 50 countries worldwide. Our typical lead time is 10–21 days depending on customization needs. Every order includes ISO 9001:2015 quality assurance documentation and we specialize in custom manufacturing from drawings to match your precise requirements for metal sheet bending applications.
Performance note: Confirming all specifications before order placement helps ensure the tooling matches your press brake machine and application needs.
TFI Co. certifies every blade meets the specifications above — correct hardness, geometry, and material grade, verified under ISO 9001:2015 before shipment. Achieving the stated performance figures also requires correct installation, operation within rated parameters, and scheduled maintenance. Contact our technical team to validate blade selection for your specific application.
Our Guarantees
ISO 9001:2015 (TFI Co. certified), CE compliant, meets ANSI B11.3 standards for press brake tooling.
Sheet metal fabrication shops and automotive frame producers depend on TFI Co. Founded in 1965 with 12000+ blade types supplied to 50+ countries.
Warranty: Includes lifetime re-grind service and replacement for any manufacturing defects.
TFI Co. press brake dies keep bends accurate and repeatable.
- High-grade 42CrMo4 steel hardened to 56 HRC resists uneven wear on materials up to 6 mm thick.
- Nitriding reaches 1000 HV surface hardness, extending tool life in high-volume shifts.
- Titanium Nitride coating reduces friction and material adhesion for clean stainless bends.
- Precision-ground to your drawings, compatible with Amada, Trumpf, Bystronic and all major machines.
- Delivers tight-tolerance results on aluminum, steel and chassis parts under normal daily use.
ISO 9001:2015 certified. TFI Co. since 1965.